Introducción
Una industria láctea que procesa 5 litros/min de leche por día, produce alrededor de 200-350 kg de residuos por día. La empresa LICONSA tiene 10 plantas en la República que producen en conjunto 96’152,707 L de leche mensuales (SAGARPA 2009), esto significaría cerca de 90,000 Kg de grasa residual. Este material residual se retiene en las trampas de grasa de las plantas sin que se le dé un uso posterior. Adicionalmente, todas las industrias dedicadas a la restitución y pasteurización de leche producen como residuo grasa que se desecha en el efluente. La leche cruda de vaca refrigerada se estandariza para producir la leche que se ofrece en cantidades industriales en el mercado, además de los productos lácteos tales como mantequilla, crema, queso, yogur, helados y otros. Grandes cantidades de agua se utilizan para la limpieza, esterilización y lavado de equipos; durante este proceso, la mantequilla y la grasa residual se lavan y se recogen en trampas de grasa antes de llegar a la planta de tratamiento de efluentes. Este material residual es una masa flotante de sólidos de menor densidad que el agua, formado por lo general por una mezcla de grasas, lípidos, proteínas, materiales de embalaje, etc. En el caso del queso, aproximadamente 90% del total de la leche utilizada en la industria quesera es eliminada como lactosuero, el cual retiene cerca del 55% del total de sólidos de la leche, entre ellos las grasas (Sivakumaret al., 2011). Otras factorías re-suspenden estos materiales grasos en el efluente, lo cual origina dificultades operativas para el tratamiento de los efluentes en la planta de tratamiento.
Objetivos
El objetivo fue establecer la viabilidad de obtener biodiesel a partir de grasa láctea residual recuperada de las trampas de grasa de las plantas de LICONSA, estudiar sus propiedades fisicoquímicas a fin de establecer su calidad, y comparar esta con otros BD obtenidos de otras fuentes.
Materiales y Métodos
La grasa residual se recogió de la trampa de grasa de la tubería de tratamiento de efluentes en un estado fresco y procesada inmediatamente para evitar un aumento en ácido graso libre adicional por acción biológica. Este material es turbio de color blanco y semisólido en textura. Una cantidad conocida de material residual graso se calentó entre 50 y 60 °C para fundirla y pasarla al estado líquido. Se dejó sedimentar durante unos minutos para separar la fase inferior acuosa. La capa superior de aceite se separó por decantación y se centrifugó (3700 rpm en una centrifugamarca Sol-Vat) para eliminar los sólidos suspendidos no deseados, tales como partículas y otros desechos sólidos. Se calentó a la temperatura de 110 ° C hasta que el aceite llegó a su estado anhidro (sin agua) para la transesterificación. La grasa se caracterizó en sus propiedades fisicoquímicas de índices de acidez, iodo, y saponificación. Se determinó la humedad en la grasa por el método Karl-Fisher. Se determinó el índice de Iodo de Hanus con el método 26.020-26.021 de la AOAC. Se determinó el índice de saponificación con el método oficial de la AOCS. El análisis de IR se realizó con un equipo FT-IR (3600-400, marca Nicolet, modelo Magna 750) del Departamento de Materiales del Instituto Tecnológico Superior de Tlaxco, Tlaxcala. La espectrometría de Masas fue realizada en un equipo en modo normal. La determinación de humedad se realizó en un equipo Karl-Fisher Marca Schott Instruments Modelo Titroline KF. El índice de refracción con un Refractómetro Marca ATAGO NAR-3T. La rancidez hidrolítica se determinó por el método de espectrofotometría, utilizando un equipo UV-VIS Marca Milton Roy Modelo Spectronic 21D.
Se esterificaron a los ácidos grasos libres presentes en el aceite por reacción en reflujo en proporción 1:20 (aceite:etanol) en medio ácido con H2SO4 al 10% en peso. Una vez comprobada la presencia del éster de los ácidos grasos se obtuvo el biodiesel, por el método convencional, utilizando una mezcla de hidróxido de sodio en etanol anhidro a reflujo, de acuerdo a las reacciones de la Fig. 1.
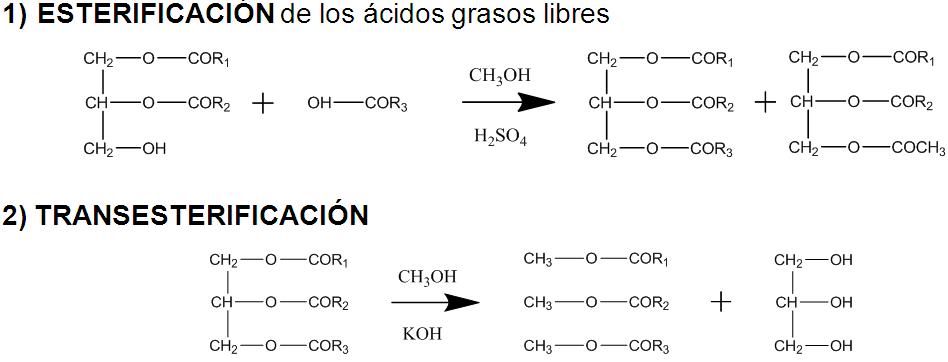
Figura 1. Las dos reacciones generales para la obtención de biodiesel. Primero, se esterifican los ácidos grasos libres de la grasa o aceite; segundo, se realiza la transesterificación.
La determinación de la calidad de BD obtenido se hizo de acuerdo a las normas internacionales. Una vez completada la reacción, el producto se transfirió a un embudo de separación por cierto intervalo de tiempo (aproximadamente 12 h) para la separación de fases. Se aplicó un proceso de lavado para eliminar el glicerol arrastrado, catalizador, jabones y etanol en exceso. El agua se acidificó con ácido acético, seguido por el lavado con agua destilada hasta que la capa inferior tuvo un pH similar al pH del agua destilada (pH 7.0) lo que indica el BD está libre de catalizador. Se aplicó secado para eliminar el agua dispersa y disuelta en el BD (indeseable porque causa una combustión deficiente y producción de humo en el motor). El secado se realizó en un rotavapor a 105 °C hasta que el contenido de agua disminuyó por debajo de 0.05%, de acuerdo a la Norma ASTM. El proceso de secado también elimina las trazas de etanol. Al final se obtiene un líquido de color amarillo claro y cristalino (Fig. 2).

Figura 2. Aspecto del BD obtenido como un líquido de color amarillo claro y cristalino (fase superior), en la fase inferior se observa la glicerina con impurezas.
Resultados y Discusión
Los resultados más relevantes indican que el rendimiento global del proceso fue de 46.66%. Este rendimiento es factible de mejorarse, al introducir reactores de microondas (Mazo et al., 2007) y catalizadores heterogéneos. El espectro FT-IR muestra la banda correspondiente a los ésteres arriba de 1700 cm-1 (Fig. 3). El biodiesel debe observar una densidad en el intervalo 0.87-0.90 (Standard ASTM 7651), el BD obtenido tiene un valor de 0.8855 Kg/cm3. Este valor está cerca del límite inferior del intervalo permitido, esto es indicativo de que la reacción se completó exitosamente y que se removió efectivamente la glicerina (Sivakumar et al., 2011). Otros parámetros son: índice de refracción, 1.4624; humedad, 0.84 mg H2O/mL; índice de saponificación (según AOCS), 0.3 mg KOH/g; cenizas, 0.071%. Estos valores indican que la calidad del BD obtenido está dentro de los valores normativos internacionales y es comparable al BD obtenido de otras fuentes (Hoekman et al., 2012).
Actualmente se trabaja para llevar a cabo la producción de BD en flujo continuo, con radiación de microondas, en fase heterogénea utilizando catalizadores, y en la automatización y control del proceso a través de instrumentación con interface hombre-máquina.
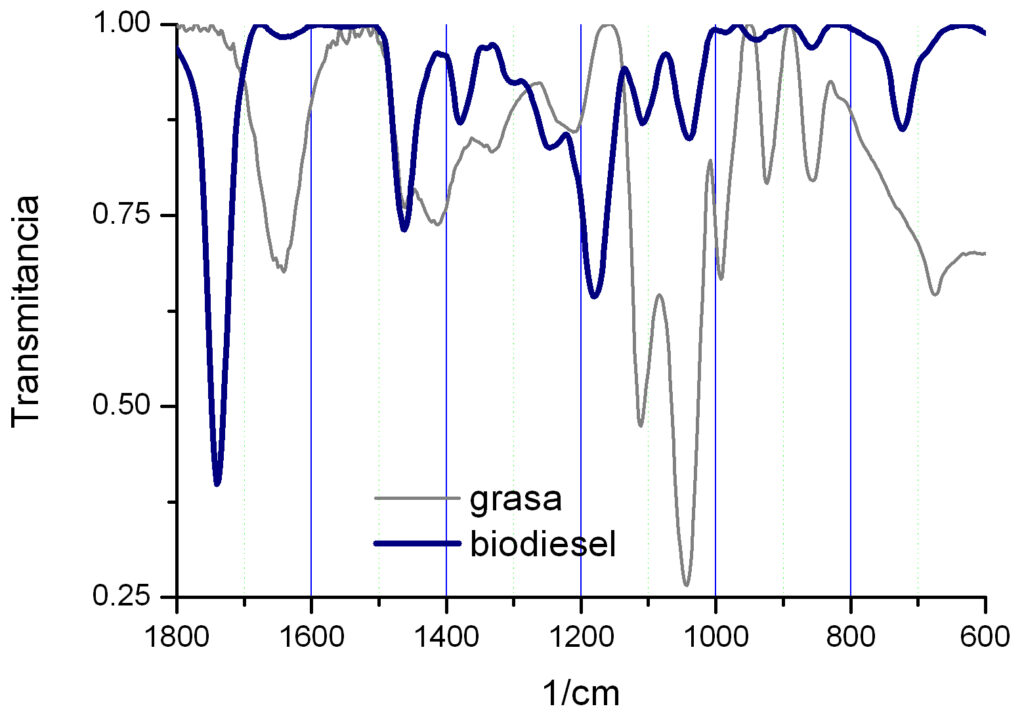
Figura 3. Espectro FT-IR de la grasa inicial y del producto de la reacción de transesterificación. Se puede observar la banda de éster del BD arriba de 1700 cm-1.
Conclusiones
En conclusión, es necesario optimizar el proceso y mejorar el rendimiento de 46.66% para la producción de BD en forma comercial. El producto obtenido presenta buenas características, para competir contra el BD hecho a partir de otras fuentes. Se puede concluir que la cantidad de grasa de origen lácteo que puede contemplarse como utilizable para la obtención de BD justifica la investigación y el desarrollo de un proceso de obtención de este carburante a partir de grasa de origen lácteo.